| The Process |
|
 |
FROM START TO FINISH CASTING WAX INJECTION
With the help of tools (Die), wax patterns are produced by injecting wax under
required pressure.
At INTRICAST highly sophisticated design wax injection presses are used. |
|
| |
|
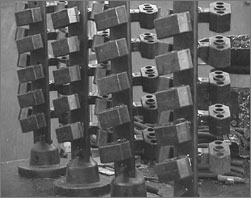 |
WAX ASSEMBLY
Produced wax pattern from single cavity or multi cavity tools are assembled on
wax runners with wax made pouring cup, tie-bar and required handling arrangements
for robotic or manual coating. This is one of the most specific and important stages
of the process,
At INTRICAST wax assembly designing is backed by rich computerized data bank
and highly experienced methoding team of engineers. |
|
| |
|
 |
SHELL MANUFACTURE
The wax assembly is coated with a ceramic shell by repeated dipping in ceramic
slurries and alternately in dry beds of sand and clays, heavy or thick sections are
features of any part, additional coating are to give added strength to the shell.
Thus eliminating bulging or distortion of the casting to complete this stage,
the ceramic shell is heated under pressure in an autoclave and the wax removed
by melting, leaving a hollow shell. The most crucial stage of the shelling process is
the primary coating, where a very fine grade of sand is used. This in turn results in
a casting with excellent reproduction detail and the designated surface finish.
|
|
| |
|
 |
CASTING
The hollow shell (after removing the wax) is ready for firing, which pre-heats in
shell backing furnace and prepares it to receive the specified alloy. Induction melting
unitsare used to melt the alloy. Strict control of the shell backing temperature is one
of the important factors. Having melted and de-gassed the molten metal, the
pre-heated shell is filled to the required level and left to solidify.
|
|
| |
|
 |
FINISH
When metal filled ceramic shells are fully cooled, the ceramic shell is removed
mechanically from the cast assembly. All cast parts are then removed from the
runner system by cut-off wheel or conventional engineering methods.
INTRICAST offers a choice of finishes and appearance achieving by using a
variety of blasting techniques and chemical process.
|
|
| |
|